


MULTISAFE double hose-diaphragm pumps are intended to handle working media of high viscosity and density, such as:
Hose-diaphragm FELUWA pumps
- oil tar
- acids
- bases
- solvents
- emulsions
- suspensions
- wastewater
- concentrates
- ore suspensions
- gels
- paraffin
- oils
- fats
- coal and dust sludge
Diaphragm pumps are used in:
- Fuel and energy industry
- Mining and metallurgical industry
- Chemical industry
- Food industry
- Energy sector
- Process engineering.
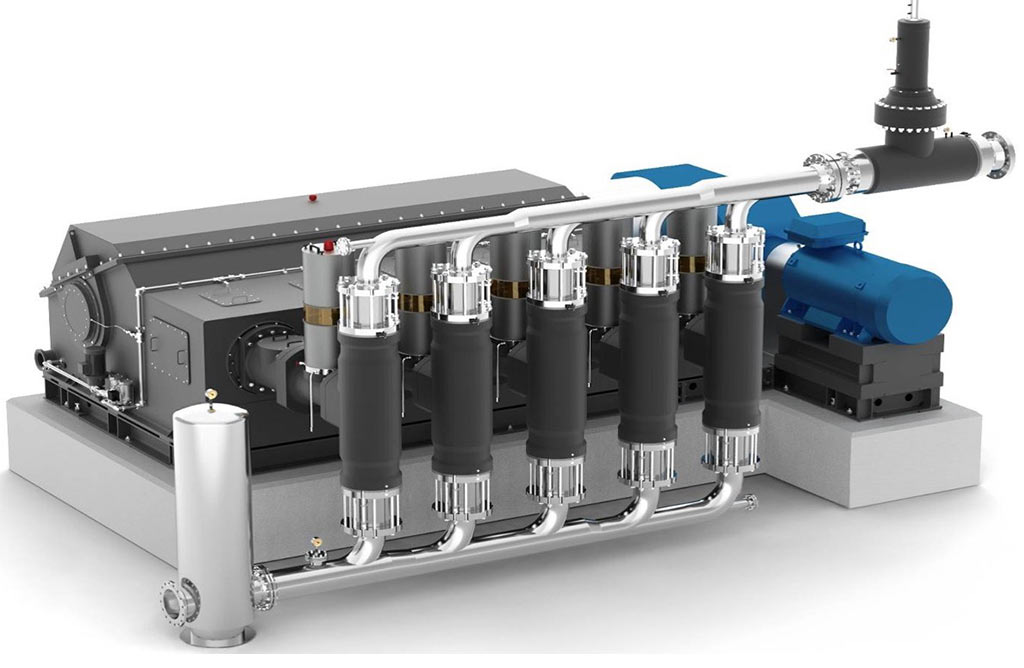
FELUWA company has created an innovative solution for MULTISAFE double hose-diaphragm pumps which is a hermetically sealed oscillating displacement pump being tightly isolated from the transported fluid. It is possible due to the application of two hose diaphragms one put into another.
Thanks to this innovation inner elements of the pump (diaphragm and the pump housing) are fully isolated from the transported media. Such pumps enable a linear flow path (without any deviations of the medium stream) and a minimal wear of the operational elements of the pump.
They are able to transport suspensions with solid fractions content up to 80%.
The flow efficiency of the pumps varies from 0.1 m3 /h up to 1350 m3 /h with maximum pressures up to 350 bar. Temperature of the transported medium 200°C
The advantages of MULTISAFE double hose-diaphragm pump
The advantages of MULTISAFE double hose-diaphragm pump
- The application of two diaphragms one put into another ensures a hermetic isolation of the transported fluid from the inner elements of the pump.
- The cylindrical shape of the diaphragm ensures a linear flow of the fluid which prevents precipitation of the solids during pump operation.
- The construction on ball valves enables a quick and easy disassembly of the entire valve system without previous removal of the elements from the suction and discharge side of a pump.
- Diagnostic system which includes pump operation, in particular:
- Acoustic valve diagnostics for early recognition of wear in valves.
- Continuous monitoring of each non-return valve operation is realized by acoustic sensors which are fixed to the outside of the valve casing. This measurement technique enables detection of leakages when the loss of output is less than 1.5%. Valve wear can be detected at an early stage and precisely localized what enables planning of service and maintenance works.
- Hose-diaphragm diagnostics.
- Continuous monitoring of MULTISAFE hose-diaphragms can be controlled by pressure sensors and manometers. When a leakage of one of the hose-diaphragms occurs, the transported fluid penetrates into the unpressurized intermediate space. The resulting increase in pressure generates a properly processed signal into the monitoring system. A sensor detects an increase in pressure between diaphragms and informs an operator about this fact. It enables detection of minor faults (not failures) with a pressure sensor. In spite of the damage of one of the diaphragms, the pump can continue to operate until the planned break.
- Hydraulic oil and mechanical gearbox temperature diagnostics.
- Hydraulic oil and mechanical gearbox temperature control is realized by temperature sensors.
- Pressure diagnostics at the suction part of the diaphragm pump.
- For proper operation of the diaphragm pump it is important to ensure a continuous flow of the fluid with appropriate pressure at the inlet of a pump.
- Pressure monitoring at the suction part is realized with diaphragm pressure gauge.